

Machine d'emballage en carton
Description
Le système d'emballage downstream de COMARK est largement utilisé dans les industries des boissons, de la bière, de l'alimentation, des cosmétiques et d'autres. En fonction des besoins variés des clients concernant les bouteilles, boîtes, canettes, sacs en film, etc., sous forme d'emballage secondaire ou primaire, un ajustement dynamique équilibré est effectué en temps réel pour chaque unité de la ligne complète, ce qui améliore efficacement l'efficacité opérationnelle de toute la ligne.
Application :
l Boissons gazeuses, alcool (bière, vin de riz et alcool, etc.)
l Aliments liquides (huile comestible, vinaigre et sauce soja, etc.)
l Articles de consommation courante (détachant, shampoing, etc.)
Capacité : 10-25 paquets/min
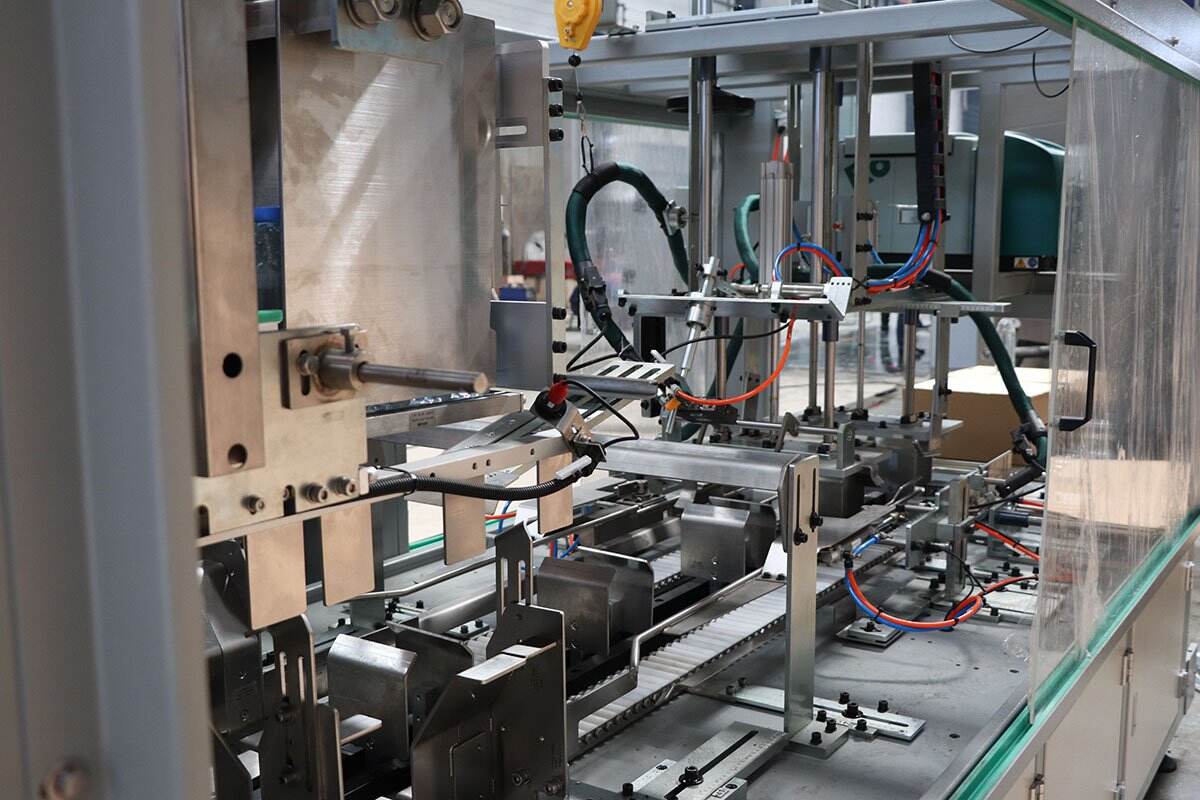
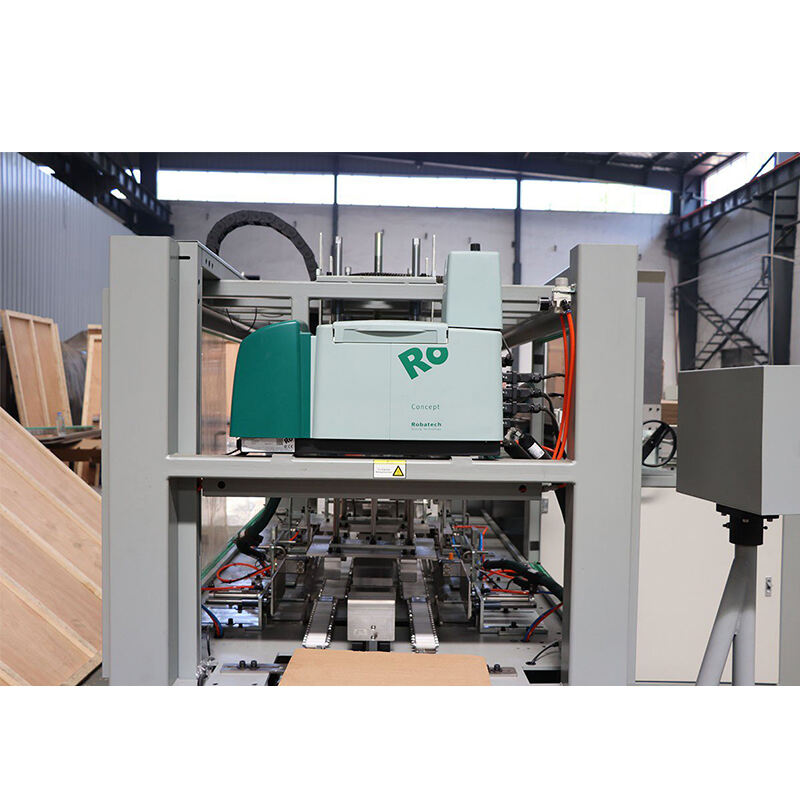
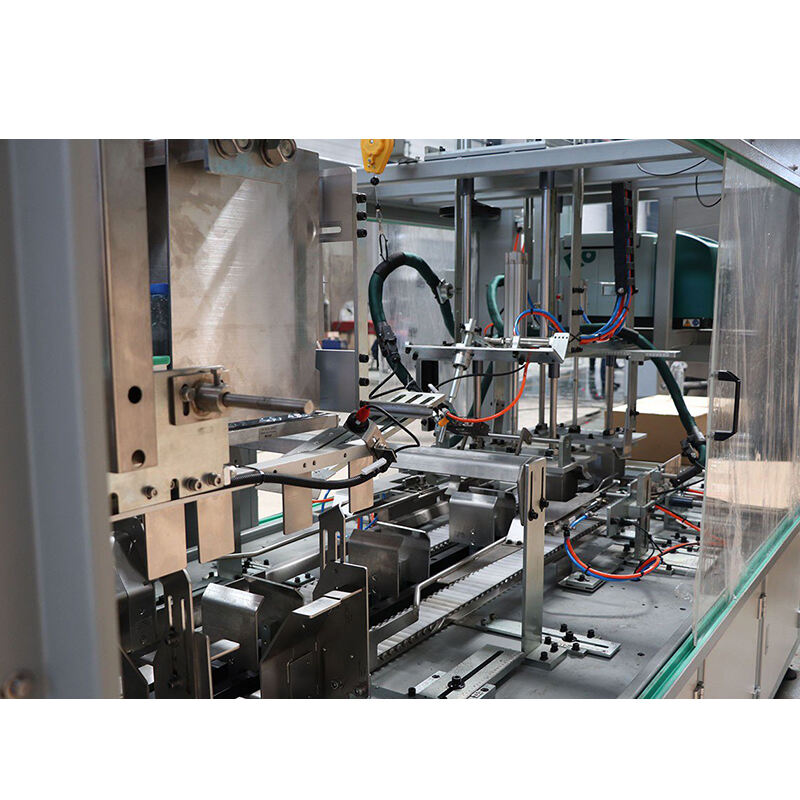
La machine adopte un positionnement à servomoteur, une commande PLC, une opération automatique, le moteur principal utilise un moteur d'importation, une rotation multi-angles via une chaîne, un régulateur de vitesse de pignon de chaîne, etc. Elle possède un haut degré d'automatisation, une commande fiable, est facile à ajuster, avec une manipulation intelligente, etc., et peut être largement utilisée dans les industries telles que les boissons, la bière, la chimie, l'alimentaire, la médecine, etc., peut effectuer tous types d'emballages secondaires pour boîtes et bouteilles, et peut être couplée avec une ligne de production de remplissage automatique.
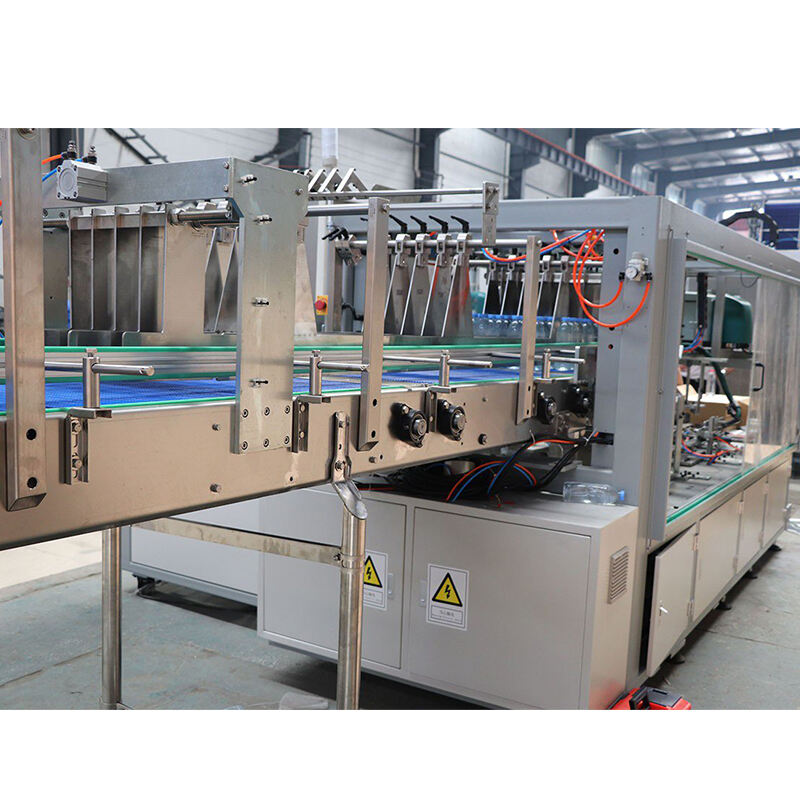
Les bouteilles sont séparées en plusieurs canaux sur le tapis roulant, puis regroupées par fractures de séparation des bouteilles de manière uniforme. Les bouteilles sont ensuite groupées et tombent sur une feuille de carton via une fracture de chute des bouteilles. Lors de la chute avec les bouteilles et le carton, un groupe de blocs de forme permet au carton de se plier pour former une boîte. Grâce à l'entraînement principal, la boîte avance, tout en passant par une fracture de pulvérisation de colle pour appliquer de la colle sur le dessus de la boîte, puis une fracture de camé qui plie le bord supérieur pour terminer le collage du dessus. La boîte continue d'avancer, passe encore par une fracture de pulvérisation de colle pour appliquer de la colle sur les côtés, et par une fracture de pression latérale et de compression pour finaliser la forme et le collage de la boîte, avant que l'entraînement principal ne fasse avancer la boîte vers le tapis roulant...